

公司热线: 18951638188
南京风管加工-江苏环创(在线咨询)-薄壁共板法兰风管加工
江苏环创通风设备有限公司
- 经营模式:生产加工
- 地址:江苏省南京市江宁区禄口镇马甫路188号
- 主营:南京风管加工,南京通风管道加工,南京螺旋风管加工
- 产品详情
- 联系方式
- 产品品牌:江苏环创
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
南京风管加工-江苏环创(在线咨询)-薄壁共板法兰风管加工 :
南京通风管道厂家,南京风管加工厂,南京风管厂家江苏环创通风设备有限公司是一家专业从事通风管道,共板法兰风管定做,法兰风管定做,方形风管加工,矩形风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。注意承接订单范围江苏省,南京市,以及玄武区,秦淮区,鼓楼区,建邺区,栖霞区,浦口区,六合区,江宁区,溧水区,高淳区等。公司按ISO9002国际质量体系标准建立了完善的质量保证体系,高水准的结构设计、高素质的开发人员和先进的生产设备,使公司的技能和资源既有深度又有广度,促进企业自身更为协调科学的发展。

环创通风设备有限公司——南京共板法兰风管定做,南京法兰风管定做,南京方形风管加工。
角铁法兰风管厂家产品具有外形美观,气密性强,强度高,耐高压等特点。适用于排烟管道的生产加工。角铁法兰风管施工工艺法兰翻边,但由于角铁法兰风管道接缝一般只有一个,而且通常角铁法兰风管加工是一个线圈,一个组合的实际应用大约17或以下的普通角钢法兰风管。角铁法兰风管厂家产品是非型钢连接、由镀锌钢板制作的风管法兰直接压制而成,风管与法兰一体成型。角铁法兰风管焊接应平整,尺寸要合理,对角线误差应在3mm以内,对焊处应当无明显落差,焊缝处应当清理药皮,防止喷漆后脱落,无烧透,漏焊等现象。

环创通风设备有限公司——南京矩形风管加工,南京镀锌法兰加工,南京角钢法兰生产。
白铁皮加工通风设备我们都不陌生,而通风管道是连接风机、空气处理设备和进风口输送空气的管道,是通风设备重要的组成部分。通风管道设计时,要注意通风管道内的阻力问题,尽量在设计时就减少其阻力。
白铁加工
1.所用材料应具有导热性小、保温,耐腐蚀、耐火等性能。
2.通风管道设计时不宜太长,在可能条件下;管径要粗,式样以圆形为佳。
3.支管的半径不得小于主管半径的1/2-1/3,便于通风管道加工。
4.通风管道设计时弯曲的角度要尽量呈弧形。
5.通风管道设计时弯头要尽量少,两个弯头的距离要大些。当两个弯头的距离为管径的3倍时,阻力大约增加80%;若为5倍时,则仅增加30%。
6.尽量直立或倾斜放置,设置清扫口,连接部分应严密不漏气,并便于检修。








江苏环创通风设备有限公司是一家专业从事通风管道,共板法兰风管定做,法兰风管定做,方形风管加工,矩形风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。注意承接订单范围江苏省,南京市,以及玄武区,秦淮区,鼓楼区,建邺区,栖霞区,浦口区,六合区,江宁区,溧水区,高淳区等。公司按ISO9002国际质量体系标准建立了完善的质量保证体系,高水准的结构设计、高素质的开发人员和先进的生产设备,使公司的技能和资源既有深度又有广度,促进企业自身更为协调科学的发展。

环创通风设备有限公司——南京共板法兰风管定做,南京法兰风管定做,南京方形风管加工。
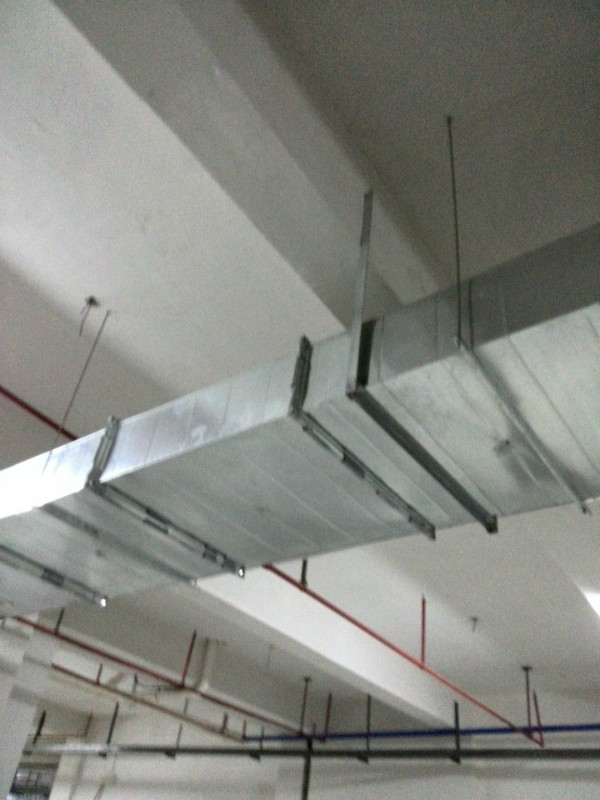
在现代安装工程中,随着科学技术的进步,在空调风管的制作、安装过程中,新材料、新工艺层出不穷,共板法兰风管就是其中之一。该风管采用全自动生产线,并结合世界上先进的数控及光纤信息技术,除能生产镀锌直矩形风管外,还能生产弯头、三通、四通等各种异形风管部件。在安装工程中发挥越来越重要的作用。

环创通风设备有限公司——南京矩形风管加工,南京镀锌法兰加工,南京角钢法兰生产。
通风管道安装前需要注意哪些设计要点:
1、通风管道设计必须标示支吊架位置,支吊架位置间距及所有材料规格必须符后规范要求及工艺规定。
2、制作通风管道设计时应优先考虑弯头与变径满足内外表面同心弯管要求、变径长度要求。
3、通风管道设计应标示起端与弯头位置、变径位置、管线所处轴线位置、管底标高。
只有把握住这些要点,严格按照以上的原则来进行设计,才能制定出合理的方案,便于后期通风管道加工和通风管道安装。这是一环扣一环的过程,一定要在一开始就把握好。
江苏环创通风设备有限公司是一家专业从事通风管道,共板法兰风管定做,法兰风管定做,方形风管加工,矩形风管加工以及其他各种型号形状的生产厂家
环创通风设备有限公司——南京法兰风管定做
共板法兰主要由角码、法兰夹,及与风管一体相连的法兰连接,这种形式风管虽然造价较低(减少了角钢用量,减少了制作角钢法兰的人工用量),但是实际应用起来不如角钢法兰牢固,漏风量也较大,且必须通过机床进行加工,手工制作几乎不能实现它的制作,通常只应用于新风系统,空调系统等,排烟系统还是经常用角钢法兰连接的风管。但是人防工程是不允许用共板法兰连接.
环创通风设备有限公司——南京法兰风管加工
大型法兰设计时应注意:工装设计制造
大型法兰由2块互成900的装夹底板,2块法兰托板和2块立板及4块加强筋板组焊而成。为保证工装的刚度,相连板块焊缝应开坡口焊透,焊角高20—30mm。在法兰托板上钻有相应的螺栓孔,保证法兰能与法兰托板用螺栓准确连接,小端法兰背面与托板之间留有能放入小型手动千斤顶的空隙,同时按顺着立板方向在法兰托板上开出缺口,以便将弯头装入工装之中,采用较厚钢板制成近似槽型结构的工装,能够满足切削时对刚性的需求。

